Project Brief
The aim of this project was to provide a fully automated potato flake packing line for a food manufacturing facility based in Scarborough. The current process was manually extensive, consisting of operators filling, checking, weighing, sealing, printing, and palletizing, with a three-grade output process to recognise defects at the checking stage. The client recognised that this process wasn’t overly efficient, and improvement of the process was required. Following a thorough site survey, it was noted that the working environment required investigation due to the potato flake product producing excess dust; subsequently resulting in the requirement of a Hazardous Zoning Classification.
Our Solution
Our solution was to conduct a Front-End Engineering Study (FEED), an Environment and Reproductive Health (EARTH) Study, Hazardous Area Classification (HAC) and a hazardous classification. The hazardous classification revealed that the dust particles were highly combustible and from these findings subsequent hazardous area classification drawings were produced which were used in the overall design of the automation of the flake process line. The warehouse equipment that resided in the hazardous area was relocated.
The full project scope included:
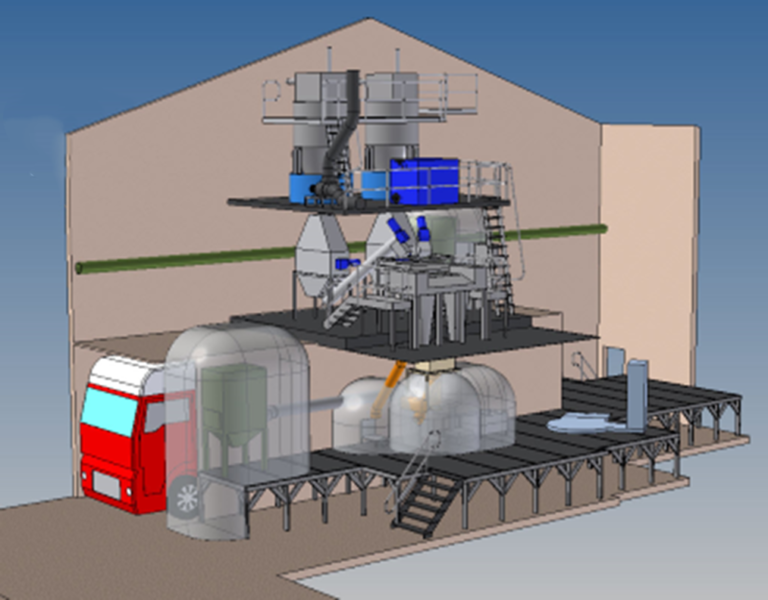
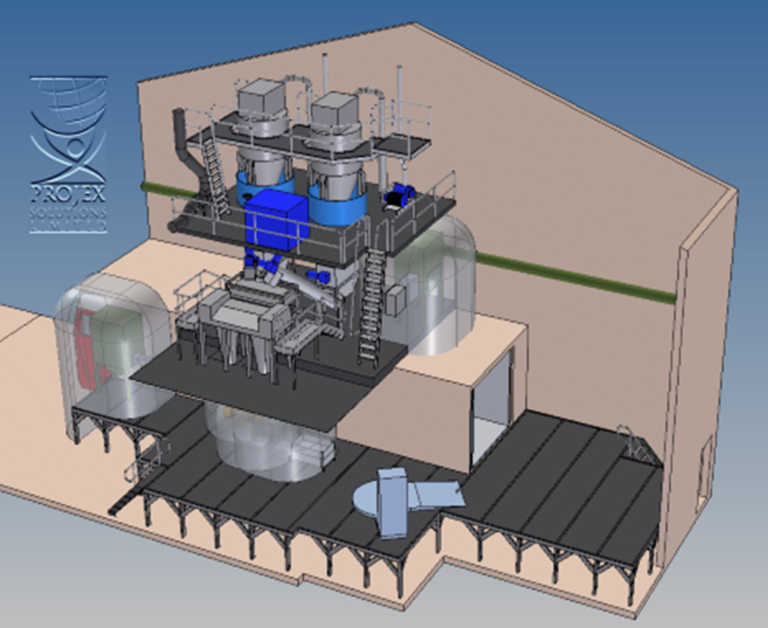
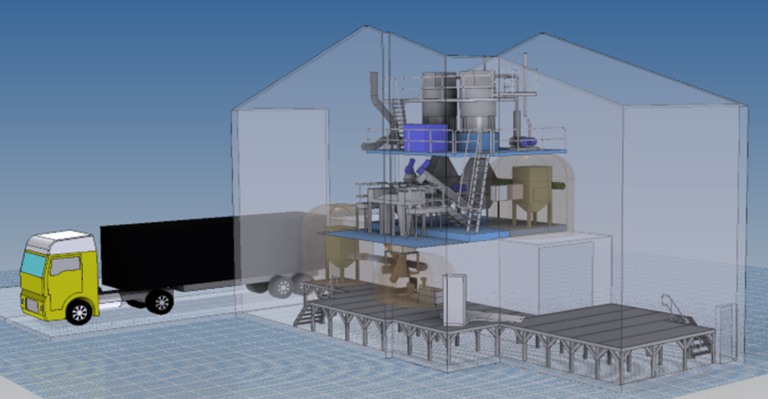
- New layout designed for the automated packing line
- Sourced suppliers to fulfil the requirements of the client.
- Removal of existing mezzanine
- Food safe cladding of all exposed walls and beams
- Removal of asbestos within the packing area
- Elevated storage area
- Hazardous rated process and packaging equipment
- Dock leveller and lean-to canopy with associated civil works
- Construction of new switch room
- Design and install of new MCC and software integration
Project Result
In conclusion this was a successful project taking around 8 weeks from starting to completion. We had different considerations from an engineering point of view such as mechanical standards, load bearing regulations, food hygiene standards and fire detector regulations. Following completion of this project, the client had the tools to ensure safety compliance for the next phase of work; the layout of the automated packing line was designed, suppliers were sourced, and the hazardous area was classified.
Testimonial
“Engagement to the project was excellent and Projex Solutions worked very well with my internal engineers. The scope of the project was clear and concise, and the brief was followed to the letter which has led to a proposal delivered by the Projex Solutions team that exceeded expectations. Clarity and understanding were sought along the way and challenged in a professional manner at all junctures times”
Production Manager